میلگرد 1.2344
میلگرد گرمکار 1.2344
میلگرد 1.2344 از گروه فولادهای آلیاژی گرمکار بوده و همچنین جز فولاد های ابزار کرومی می باشد. فولاد های سردکار در دمای 316 درجه سانتیگراد نرم شده و استحکام آنها کاهش می یابد، به همین دلیل در دما های بالا در صنایع از فولاد های گرمکار استفاده می گردد. این فولاد ویژگی هایی مانند مقاومت بالا در برابر ضربه، خواص استحکام گرم خیلی خوب، سختی پذیری در هوا و خنک کاری با آب هنگام کار را داراست. میلگرد 1.2344 با نام های دیگری از قبیل فولاد H13 (در استاندارد AISI آمریکا)، فولاد SKD61 و با مشخصه X40CrMoV5-1 در استاندارد DIN (موسسه ملی استاندارد آلمان) شناخته شده است.
آنالیز شیمیایی میلگرد گرمکار 1.2344
در جدول زیر آنالیز شیمیایی میلگرد گرمکار 1.2344 نشان داده شده است.
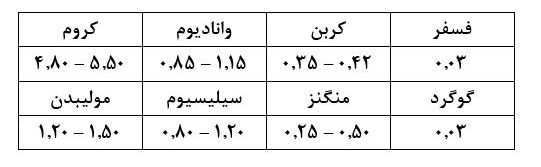
در ترکیب شیمیایی میلگرد گرمکار 1.2344 از عنصر وانادیوم برای استحکام بخشی به این فولاد استفاده شده است. وجود 5 درصد کروم در این ترکیب باعث می شود، تا فولاد 1.2344 در برابر نرم شدگی، فرسایش، ساییدگی و خستگی در دما های بالا مقاومت خوبی از خود نشان دهد.
عملیات حرارتی میلگرد گرمکار 1.2344
برای داشتن عملکردی بهتر در محیط هایی که میلگرد 1.2344 یا فولاد H13 در مدت زمان طولانی تحت فشار و دمای بالا قرار می گیرد، باید عملیات حرارتی برای این فولاد انجام شود، تا بتواند پایداری و مقاومت خود را در چنین شرایطی حفظ کند. در ادامه به شرح عملیات های حرارتی که میتوان برای این فولاد انجام داد، می پردازیم. عملیات تمپر و بازپخت ثانویه برای این فولاد توصیه میگردد. چرا که فولاد 1.2344 بعد از سریع سرد کردن، به سختی زیادی می رسد و همین سختی بالا چقرمگی مناسب را ندارد. گفتنی است که بعد از عملیات کوئنچ کردن، در فولاد 1.2344 تنش های داخلی بسیاری شکل می گیرد، اگر این تنش ها آزادسازی نشوند، حین کار با این فولاد ترک می خورد.
- عملیات فورجینگ یا شکل دهی: در عملیات فورجینگ یا شکل دهی، فولاد 1.3244 تا دمای 750 درجه سانتیگراد پیش گرم می شود و بنابراین دما با سرعت بیشتری تا دمای 1050 الی 1100 گرم میگردد. نکته حائز اهمیت این است که دمای عملیات فورجینگ برای این فولاد نباید کمتر از 850درجه سانتیگراد باشد. فولاد گرمکار 1.2344 بعد از عملیا باید در کوره یا ورمیکولیت خنک سازی شود.
- عملیات تمپر: فولاد 1.2344 باید به آرامی و بصورت یکنواخت به دمای مجاز تمپر، برسانید. مدت زمان تمپر شدن برای هر 25 میلیمتر ضخامت 2 ساعت می باشد. سپس بعد از عملیات تمپر بایستی از کوره خارج شود و در هوا خنک گردد. بنابراین برای رسیدن به بهترین کارایی بین 2 الی 3 بار عمل تمپر انجام می شود.
- عملیات آنیلینگ: برای آنیل کردن فولاد 1.2344 ابتدا باید آن را در دمای 750 الی 800 درجه سانتیگراد برای دو ساعت نگهداری کرده، سپس با سرعت 10 الی 20 درجه بر ساعت تا دمای 600 درجه سانتیگراد سرد شود.
- گرفتن تنش های پسماند: هنگامی که ابزارآلات تولید شده از فولاد 1.2344 بسیار ماشینکاری شوند، آزاد سازی کرنش های داخلی امری ضروریست تا زمانی که این فولاد عملیات سختکاری خود را آغاز می کند، احتمال اعوجاج به کمترین حد خود برسد. از این رو آزادسازی تنش های پسماند پس از عملیات ماشینکاری های سنگین نیاز است. جهت آزاد سازی تنش ها، قطعه باید تا دمای 700 درجه سانتیگراد با دقت گرم شود و اجازه دهید برای هر 25 میلیمتر ضخامت، دو ساعت گرم شود. سپس در کوره یا هوا خنک می شود.
- عملیات سطحی: چون دمای تمپر کردن برای این فولاد بالا است، تحت عملیات حرارتی سطحی مانند نیتریده کردن و تیتانیوم نیز قرار میگیرد.
- عملیات سختکاری: در عملیات سختکاری برای فولاد 1.2344 ابتدا باید آن را در دمای 1020 الی 1060 درجه سانتیگراد حرارت داد. در گام بعدی باید فولاد در یک حمام گرم، روغن یا در هوا تا دمای 450 الی 550 درجه سانتیگراد خنک گردد. میزان سختی در این مرحله به 52 الی 53 راکول سی خواهد رسید.
- عملیات کوئنچ: کوئنچ کردن جز مهم ترین بخش های عملیات حرارتی برای فولاد گرمکار 1.2344 است. حین انجام عمل کوئنچ، در دما های بالا آستنیت به مارتنزیت تبدیل می گردد. ساختار مارتنزیت عمر طولانی مدت، سختی و استحکام بالا قالب ها را ضمانت می کند. فولاد گرمکار 1.2344 در دو مرحله حرارت دهی می شود، به طور معمول در مرحله اول پیش گرم در حدود دمای 600 درجه سانتیگراد و در مرحله دوم نیز در حدود دمای 850 درجه سانتیگراد حرارت دهی می گردد. این دو مرحله به منظور گرم شدن یکنواخت و همگن درون و بیرون قطعه انجام میگردد. برای رسیدن به بیشترین حد چقرمگی و پیشگیری از ایجاد ترک، میبایست از حد پایین محدوده دمایی آستنیتی شدن کمک گرفت.
جوشکاری میلگرد 1.2344
به طور کلی جوشکاری فولاد های ابزار توصیه نمی شود، اما در بعضی مواقع به عملیات جوشکاری نیاز است. بعد از عملیات جوشکاری، برای پیشگیری از ترک خوردگی حین سرد شدن، باید نکاتی را در نظر گرفت. جوشکاری با قوس و گاز محافظ آرگون، از شیوه های مناسب برای اتصال این فولاد بشمار می رود. گفتنی است که فولاد 1.2344 باید پیش از جوشکاری، آنیل شود و پس از جوشکاری نیز عملیات تمپر کردن انجام شود. نکته دیگری که حائز اهمیت است، این است که قالب تا دمای 300 الی 350 درجه سانتیگراد پیش گرم شود و در حین جوشکاری نیز باید این دما حفظ گردد. سپس بعد از پایان عملیات جوشکاری، طی مدت یک ساعت، در بازه دمایی 300 الی 500 درجه سانتیگراد نگهداری و بعد قالب در کوره و یا در مواد به آرامی خنک گردد. گفتنی است که در صورتی که قطعه پیش از عملیات جوشکاری آنیل شود، قبل از عملیات سختکاری نیز در دمای 700 درجه سانتیگراد، باید تنش پسماند آن گرفته شود و اگر پیش از جوشکاری عملیات آنیل انجام نشده باشد، حداقل طی دو ساعت در بازه دمایی 550 الی 650 درجه سانتیگراد باید تمپر شود.
مزایا و معایب میلگرد 1.2344
- مزیت های میلگرد 1.2344
- این فولاد سختی پذیری و چقرمگی بالایی دارد.
- مناسب استفاده در محیط هایی که با آب خنک می گردد.
- در برابر ترک خوردگی حرارتی نیز مقاومت بالایی دارد.
- دارای خاصیت برشی خوب و امکان پولیش مناسب است.
- قابلیت عملیات حرارتی دارد.
- معایب میلگرد 1.2344
- فولاد 1.2344 در دمای بیشتر از 540 درجه سانتیگراد، بصورت ناگهانی دچار افت خواص مکانیکی می شود.
- برای جوشکاری میلگرد 1.2344 نیاز به عملیاتی مانند پیش گرم، پس گرم و … است.
- با انجام عملیات نیتریده کردن سطح، سختی افزایش می یابد ولی مقاومت به ترک در سطح آن کاهش می یابد.
ویژگی ها و کاربردهای میلگرد گرمکار 1.2344
فولاد 1.2344 دارای ویژگی هایی از قبیل سختی، چقرمگی و استحکام بالا است و میتواند انتخاب بسیار مناسبی برای کاربردهای گوناگون کار گرم و کار سرد باشد. از این فولاد در قالب ها و ابزار های گرمکار که تحت بار زیاد باشند، استفاده می شود. ماندرل های سوراخ کن قالب آهنگری، تجهیزات اکستروژن داغ، و … مثال هایی از کاربرد فولاد 1.2344 هستند. همچنین فولاد گرم کار 1.2344 برای شکل دهی به قالب های اکستروژن استفاده می گردد. برای مثال در قالب های ریخته گری آلومینیوم، مس، روی و قالب های اکستروژن آلومینیوم، دوک ها، آستر ها، قالب های پلاستیکی و … از این فولاد استفاده می گردد.